Your shopping cart is currently empty.
Welcome Guest
Login
New to Ametric ?
Create Account
864-876-2011
Browse Categories
AAdapter Sleeve ComponentsBBall JointsBallsBanded V-BeltsBarsBearingsBeltsBushingsBushings, Taper BushingsCCalipersChainChain GuidesClamping PlatesConveyorCorrosion ProtectionCouplingsDEElementsFFork JointsGGear RackGearsGrease FittingsGripsHHandlesHexagon BarsHydraulicIJKKeyless Locking RingsKeysKnobsLLead ScrewsLeversLinear MotionLock NutsLocking Rings, KeylessLubricationMMetric PitchMotorsMounted BearingNOO-RingsOil Field API ChainOil PlugOil SealsPPinsPulleyPumpsQRRatchetsReducersRetaining RingsRings, Keyless Self-LockingRod EndsRodsRubber SheetingSSealsSet ScrewsShaft CollarsShaft KeysShaftingShim Washers, MetricShock AbsorbersSplinesSprings, CustomSprocketsSteelTThreaded RodsTiming BeltsTubingUUniversal JointsVVariatorsWWashersWheels, HandWithdraw SleevesWorm GearsXYZ
Assembly Instructions

Bushing Assembly Instructions
ASSEMBLY
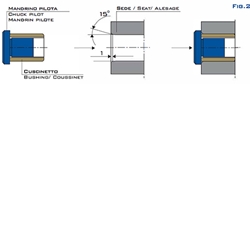
THE BEARINGS TAKE THE FORM AND FINAL SIZE AFTER FORCING THEM INTO THE APPROPRIATELY SIZED BEARING SEAT (WITH H7 TOLERANCE). IN ORDER TO EFFECT REGULAR ASSEMBLY, IT IS NECESSARY TO :
-USE A CHUCK PILOT TO INSERT A BUSH WITH THE CORRECT ALIGNMENT ACCORDING TO THE SEAT.
-OIL THE EXTERNAL SURFACE OF THE BEARING.
-CREATE AN APPROPRIATE CHAMFER ON THE SEAT (RECOMMENDED: 1mmx15°).
WHEN IT IS NECESSARY USE AN ADHESIVE TO GUARANTEE THE FIRM HOLDING OF THE BEARING TO ITS SEAT, IT IS RECOMMENDABLE THAT THE ADHESIVE DOESN’T TOUCH THE INTERNAL SURFACE OF THE BEARING AND IT MUST BE COMPATIBLE WITH THE ELEMENTS TO WHICH IT IS APPLIED. THE ASSEMBLY OF LARGE BEARING IS EASIER WITH THE USE OF CONTAINER RINGS WITH AN INTERNAL DIAMETER OF 0.1 mm BIGGER THAN THE EXTERNAL DIAMETER.
THE PRESSURE ON THE BEARING MUST BE CONTROLLED IN ORDER TO EFFECT FITTING ON ITS SEAT: IF THE BUSHING IS NOT OPTIMALLY ADAPTED TO ITS SEAT, IT COULDN’T WORK WELL. THE PRESSURE EXERCISED MUST BE IN ACCORDANCE WITH TABLE BELOW BECAUSE IT CAN GUARANTEE THE GOOD MATCHING.
|
BEARING THICKNESS 0,75/ 1,005mm |
F=300xL |
|
BEARING THICKNESS 1,5mm |
F=500xL |
|
BEARING THICKNESS 2,005mm |
F=700xL |
|
BEARING THICKNESS 2,5mm |
F=900xL |
We can Help You. Call Us + (864) 876-2011
Keep in touch with our news & Receive FREE PRODUCTS CATALOG
Company
Customer Service
American Metric Corporation
52 Metric Road
Laurens, SC 29360
52 Metric Road
Laurens, SC 29360
Phone: 864-876-2011
FAX: 864-876-2630
E-Mail: store@ametric.com
Emergency No: 864-876-0862
FAX: 864-876-2630
E-Mail: store@ametric.com
Emergency No: 864-876-0862